Ваше замовлення
У вашому кошику більше немає товарів


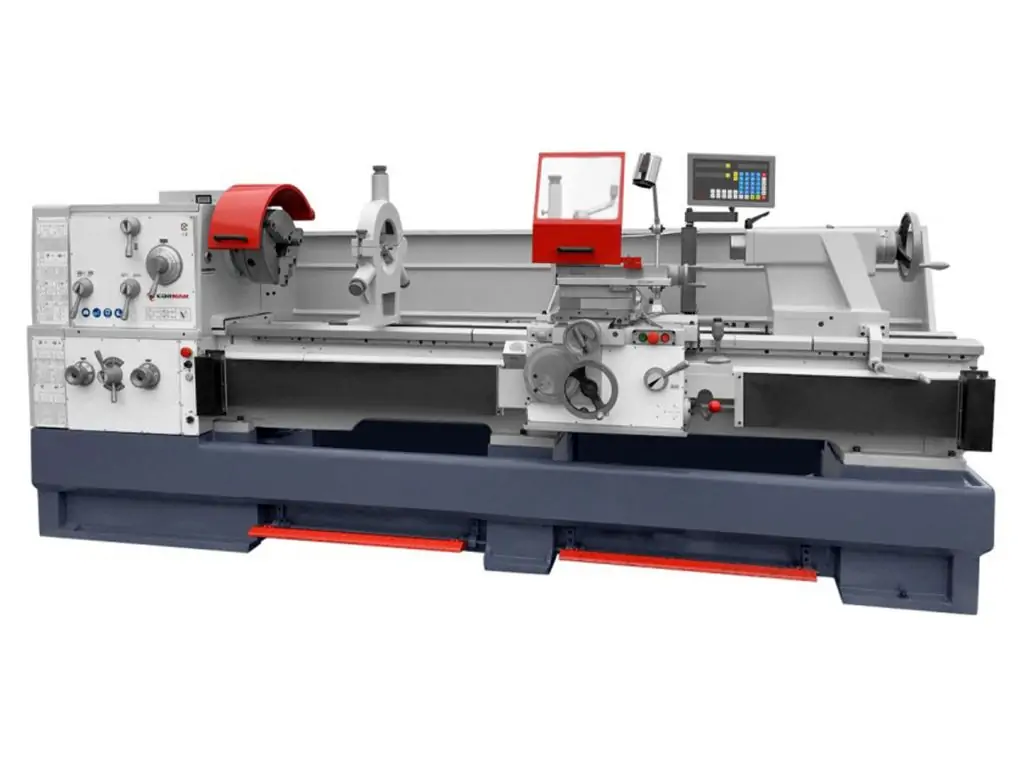
Універсальний токарний верстат CORMAK 660х2000 - це промислове обладнання важкого класу, призначене для роботи з деталями довжиною до 2000 мм. Максимальний діаметр обробки над станиною становить 660 мм, знімна частина станини дозволяє обробляти заготовки діаметром до 900 мм. Масивна лита станина з термічно обробленого чавуну забезпечує максимальну вібростійкість і стабільність на всій довжині обробки. Шпиндель виготовлений з високоякісної легованої сталі і встановлений на прецизійних підшипниках. Отвір шпинделя 105 мм дозволяє працювати з трубами та довгими валами.
Швидкість обертання шпинделя плавно регулюється у кількох діапазонах (16-70/ 50-215/ 100-475/ 350-1500 об/хв), перемикання обертів здійснюється механічними важелями на передній бабці. Поздовжній і поперечний рух супорта виконується за допомогою окремих валів подач. Коробка подач дозволяє плавно регулювати швидкість поздовжньої і поперечної подач, а також нарізати широкий діапазон метричної, дюймової, модульної та DP різьб без зміни шестерень. Для точності позиціонування, швидкого переналаштування і максимального контролю робочого процесу цей промисловий токарний верстат по металу оснащений цифровою індикацією по трьох осях.
Особливості універсального токарного верстата CORMAK 660х2000
- Потужність двигуна - 7,5 кВт/ 9 кВт
- Напруга живлення - 400 В
- Цифрова індикація по 3 осях
- Відстань між центрами - 2000 мм
- Максимальний діаметр обробки над станиною - 660 мм
- Максимальний діаметр обробки над супортом - 460 мм
- Максимальний діаметр обробки без знімної частини станини - 900 мм
- Шпиндель з високоміцної легованої сталі
- Прецизійні радіально-упорні підшипники шпинделя
- Отвір шпинделя - 105 мм
- Конус шпинделя Camlock D1-8
- Регулювання обертів у діапазонах 16-70/ 50-215/ 100-475/ 350-1500 об/хв
- 4-позиційний різцетримач
- Максимальний розмір різців - 25х25 мм
- Автоматичні багатошвидкісні поздовжня і поперечна подачі
- Окремі вали для поздовжньої і поперечної подач
- Механізм швидкої подачі
- Реверс подачі
- Запобіжна фрикційна муфта в коробці подач
- Підтримка метричних, дюймових, модульних і DP різьб
- Задня бабка важкого типу
- Хід пінолі задньої бабки - 235 мм
- Конус задньої бабки МК5
- Система охолодження ЗОР
- Індукційно загартовані та відшліфовані напрямні
- Лита станина з термічно обробленого чавуну
- Габаритні розміри - 3630x1200x1520 мм
- Вага - 2900 кг.
Комплектація універсального токарного верстата CORMAK 660х2000
В комплект поставки входять:
- 3-кулачковий самозатискний патрон
- 4-кулачковий незалежний патрон
- Планшайба
- Комплект прямих і зворотних кулачків
- Нерухомий центр
- Обертовий центр
- Нерухомий люнет
- Рухомий люнет
- 4-позиційний різцетримач
- Цифрова індикація (DRO) по 3 осях
- Система охолодження ЗОР
- Галогенне освітлення 24 В
- Комплект змінних шестерень
- Набір сервісних ключів
- Мастильний пістолет
- Захисний щиток.
Часті запитання
Більше дізнатися про металообробні токарні верстати допоможуть відповіді на запитання.
Чому у важких токарних верстатах ходовий гвинт використовується тільки для різьби?
Це робиться для того, щоб мінімізувати знос. Якщо ходовий гвинт зношується від рутинного точіння, верстат втрачає здатність нарізати точну різьбу навіть на нових деталях, а заміна ходового гвинта досить дорога і трудомістка. Тому для звичайного точіння використовується ходовий вал, який є конструктивно простішим і менш точним елементом.
Чи обов’язкова цифрова індикація у промислових токарних верстатах?
Не обов’язкова, але дуже корисна. Цифрова індикація підвищує точність, зменшує кількість браку і прискорює налаштування, особливо в серійному виробництві.
Чому напрямні важких токарних верстатів мають велику ширину?
Широкі напрямні розподіляють навантаження по більшій площі і забезпечують плавний рух супорта навіть під великим навантаженням.
Для чого у важких токарних верстатах використовують фрикційні муфти?
Фрикційні муфти захищають трансмісію від перевантажень, запобігають поломкам при заклинюванні різця і підвищують безпеку оператора.
Чому вали подач у важких токарних верстатах розділені?
Розділення валів подач зменшує навантаження на кожен механізм, підвищує точність подачі і значно подовжує ресурс вузлів.