Ваш заказ
В вашей корзине больше ничего нет





















Вальцовочный станок Holzmann RBM 1300M – это электромеханическое оборудование для формовки цилиндрических и дугообразных изделий из листового металла толщиной до 1,5 мм, рабочая длина которого составляет 1300 мм. Трехвалковая схема с двумя приводными валками обеспечивает стабильную протяжку металла и равномерный изгиб с одинаковым радиусом по всей длине. Валки изготовлены из закаленной стали, а возможность их асимметричного расположения позволяет изготавливать конусные детали.
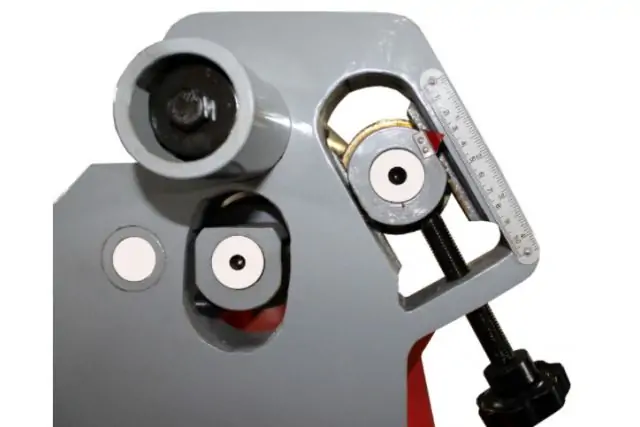
Нижний и задний валки независимо регулируются с обеих сторон с помощью маховиков, что дает точную настройку радиуса и возможность компенсации перекоса. Откидной верхний вал позволяет легко снять готовую деталь. Электродвигатель с редуктором обеспечивают плавную, стабильную гибку, а ножная педаль управления делает эти электромеханические вальцы более удобными в эксплуатации.
Особенности вальцовочного станка Holzmann RBM 1300M
- Максимальная толщина листового металла – 1,5 мм
- Рабочая длина – 1300 мм
- Электродвигатель с редуктором
- Трехвалковая схема с двумя приводными валками
- Прецизионно отшлифованные, закаленные стальные валки
- Независимая регулировка нижнего и заднего валков с обеих сторон
- Откидной верхний вал
- Ножная педаль управления на выносной стойке
- Массивная, жесткая станина.
Частые вопросы
Для лучшего ознакомления с вальцовочными станками просмотрите ответы на частые вопросы.
Почему в вальцовочных станках чаще всего используют именно три валка?
Трехвалковая схема дает максимальную универсальность при относительно простой конструкции. Три валка выполняют сразу все задачи: два захватывают и протягивают лист, а третий формирует радиус. Это обеспечивает стабильную подачу заготовки, возможность регулировать радиус в широком диапазоне и работать с разной толщиной металла.
Почему в электромеханических вальцах обычно небольшая мощность двигателя?
В таких станках двигатель работает через редуктор, поэтому даже при небольшой мощности образуется большое усилие на валках. Вальцы работают на небольшой скорости, и металл деформируется постепенно, поэтому в высокой мощности нет нужды.
Почему важна независимая регулировка валков вальцовочного станка с обеих сторон?
Независимая регулировка валков с обеих сторон позволяет избежать перекоса, компенсировать неровности материала, износ и люфты и адаптироваться к разным типам деталей. Также двусторонняя независимая регулировка дает возможность асимметрично установить валки для формирования конусов.
Как вальцовочный станок формирует разные радиусы гибки?
Радиус задается положением заднего валка: ближе – меньший радиус, дальше – больший радиус. Это основополагающий принцип работы вальцов.
Почему в трехвалковых вальцовочных станках обычно два приводных валка, а не один?
Два приводных валка обеспечивают лучший захват листа и равномерную подачу без пробуксовки. Это критично для тонкого металла.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}