Ваше замовлення
У вашому кошику більше немає товарів














Верстат для згинання арматури METCOR GW42E 6-40 мм - це професійне електромеханічне обладнання для швидкого і точного згинання сталевої арматури різних діаметрів. Електродвигун потужністю 3 кВт працює через редуктор, що забезпечує високий крутний момент на робочому диску і дозволяє згинати арматурні прутки діаметром 6-40 мм при міцності до 450 Н/мм² та діаметром до 32 мм при міцності до 650 Н/мм².
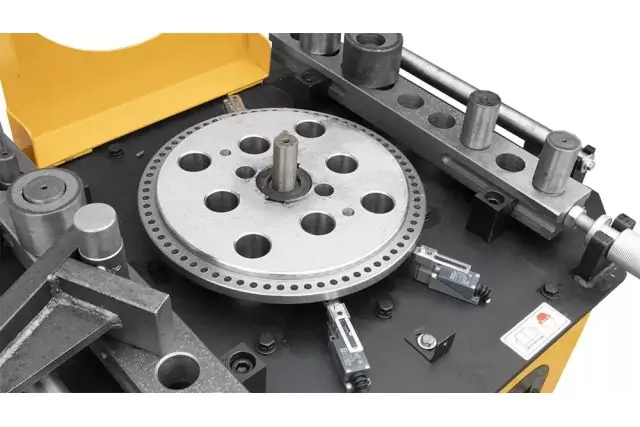
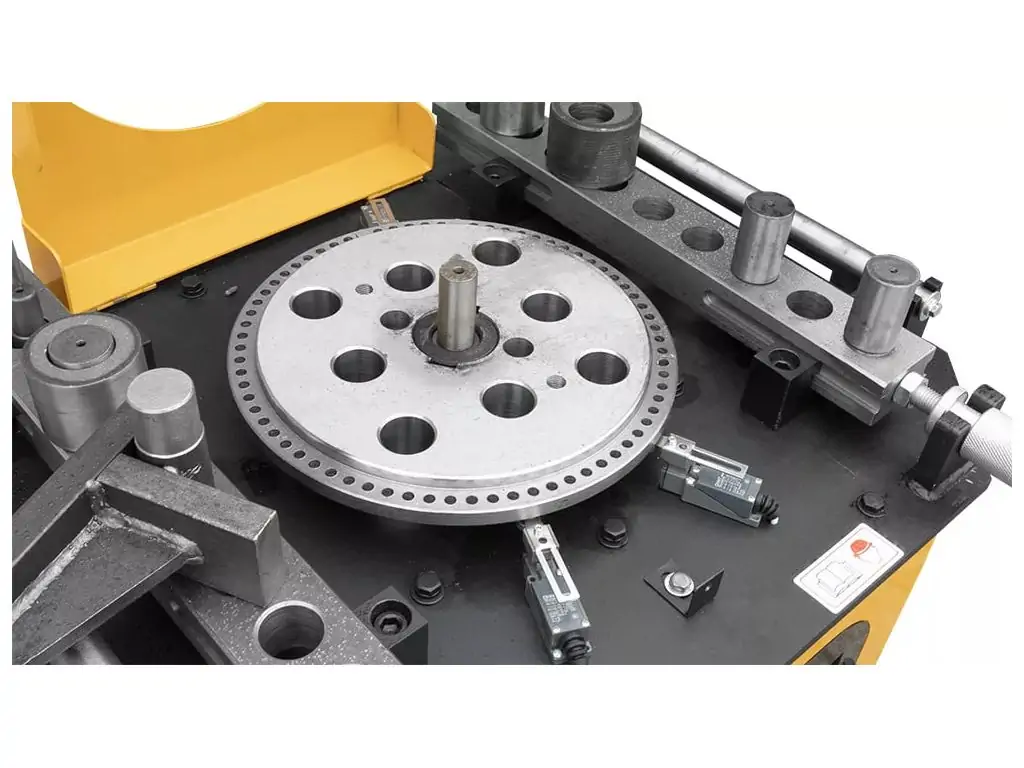
Масивний горизонтальний згинальний диск має систему отворів, в які вставляються центральний, згинальний та упорний штифти. Переставляючи їх, можна змінювати радіус згину та схему опори (одинарний, подвійний згин тощо). Система кінцевих вимикачів забезпечує високу повторюваність і точність кутів. Можливість попереднього встановлення кількох фіксованих кутів згинання і одночасного гнуття кількох прутків меншого діаметра суттєво підвищує продуктивність, що робить цей арматурогиб електричний ефективним для серійного виробництва.
Особливості верстата для згинання арматури METCOR GW42E 6-40 мм
- Діаметр арматури - 6-40 мм при 450 Н/мм²; до 32 мм при 650 Н/мм²
- Електромеханічний привід
- Потужність двигуна - 3 кВт
- Напруга живлення - 400 В
- Редукторна передача
- Повністю закритий редуктор
- Масивний горизонтальний згинальний диск з отворами для штифтів
- Зміна радіуса і схеми обробки шляхом переставлення штифтів
- Можливість попереднього встановлення кількох фіксованих кутів згинання
- Можливість одночасного гнуття кількох прутків меншого діаметра
- Панель керування з кнопками запуску та зупинки і вибором напрямку обертання диска
- Ножна педаль керування
- Кінцеві вимикачі
- Тепловий захист двигуна від перевантаження
- Кнопка аварійної зупинки
- Жорсткий корпус з товстостінної сталі
- Вага - 320 кг.
Часті запитання
Відповіді на часті запитання дадуть краще уявлення про конструкцію і роботу арматурозгинальних верстатів.
Як на електромеханічних арматурозгинальних верстатах контролюється кут згину?
Для контролю кута згину електромеханічні верстати використовують регульовані упорні штифти, кожен з яких відповідає за один програмований кут, та кінцеві вимикачі, які зупиняють обертання диска при досягненні потрібного кута.
Як в електромеханічному арматурогибі реалізується можливість одночасного згинання кількох прутків?
Робочий диск рівномірно передає зусилля по всій своїй площі, і при його обертанні згинальний штифт тисне не на один, а на всю групу прутків одразу. Оскільки сила прикладається в одній точці, прутки гнуться одночасно, з однаковою швидкістю і під однаковим кутом. Але важливо, щоб сумарний діаметр прутків не перевищував максимально допустимий для верстата.
Чому важливо, щоб редуктор в арматурозгинальному верстаті був закритого типу?
Арматурозгинальні верстати часто використовуються у польових умовах, і закритий редуктор значно збільшує їх ресурс, так як не пропускає пил, частинки бетону та металу. До того ж закрита конструкція запобігає витоку масла і знижує рівень шуму.
Як в електромеханічному арматурозгинальному верстаті фіксується кут вигину?
Кут вигину у таких верстатах фіксується через механічні упори, шкалу кута і регульовані обмежувачі ходу диска.
Навіщо в електромеханічному арматурозгинальному верстаті ножна педаль, якщо є кнопки на панелі?
Це питання безпеки та ергономіки. При роботі з довгими прутками оператор повинен тримати арматуру обома руками, щоб контролювати її положення та запобігти небезпечному «хлистовому» удару при повороті планшайби. Педаль дозволяє миттєво зупинити або запустити цикл, не відпускаючи заготовку.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}