Ваше замовлення
У вашому кошику більше немає товарів


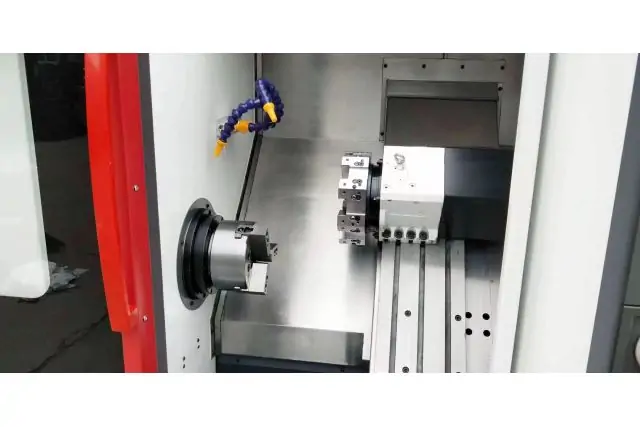
















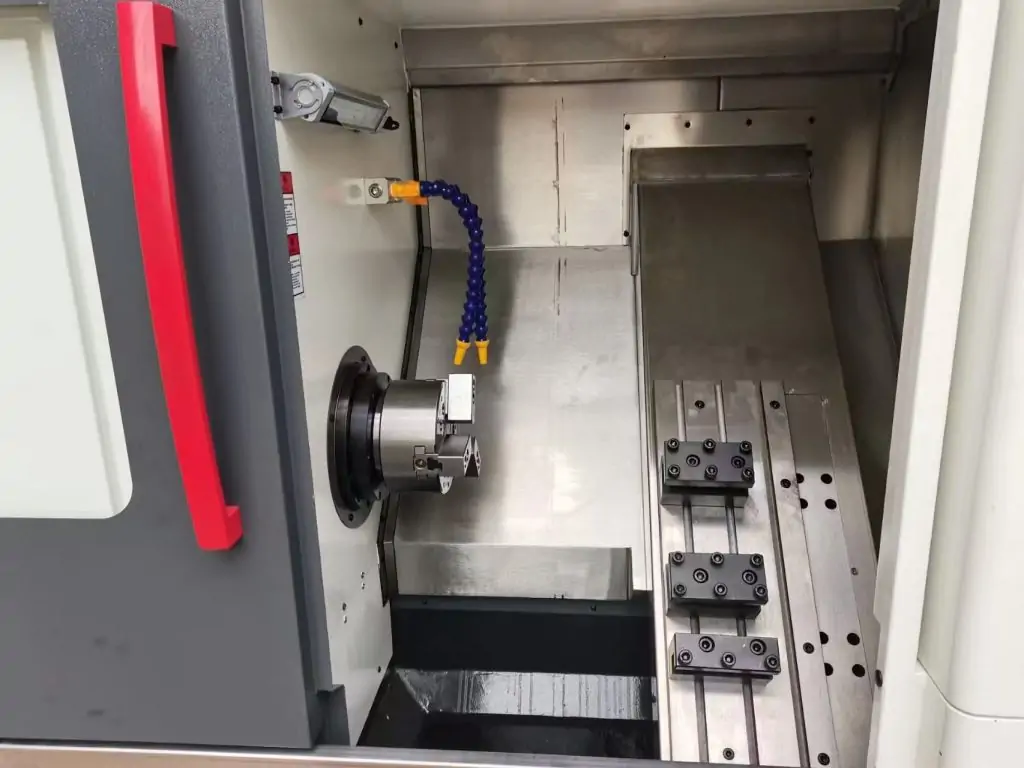
Токарний верстат з похилою станиною MAST MLS 360 - це промислове металообробне обладнання з числовим програмним керуванням, яке поєднує високу точність, повторюваність, продуктивність і універсальність для різних виробничих завдань. Дозволяє виконувати точіння зовнішніх і внутрішніх поверхонь, торцювання, підрізання, свердління і розточування отворів, нарізання різьби та інші токарні операції. Розрахований на деталі невеликого і середнього розміру.
Верстат працює на базі системи керування SIEMENS SINUMERIK 808D PPU15 зі зручним, чітким та зрозумілим інтерфейсом і бібліотекою готових токарних циклів. Система забезпечує високу точність і промислову надійність, дозволяє швидку підготовку програм без складного G-коду, підтримує всі популярні CAM-програми та повідомляє про помилки і несправності. Завдяки цьому навіть оператори з невеликим досвідом можуть швидко освоїти роботу з верстатом.
Серводвигун шпинделя GSK забезпечує плавність і стабільність обертів під навантаженням та кероване прискорення/гальмування. Серводвигуни SIEMENS по осях X та Z гарантують високу точність позиціонування, плавний рух без ривків, високу повторюваність і стабільні розміри деталей. Лінійна система зміни інструменту має високу жорсткість і забезпечує вищу повторюваність положення різця та швидку зміну інструменту.
Похила станина (45°) знижує вертикальні навантаження на напрямні та забезпечує ефективне відведення стружки і кращий доступ до зони різання. Для максимальної ефективності і зручності роботи цей компактний токарний центр з ЧПК оснащений системою охолодження ЗОР, триколірним індикатором стану, LED-освітленням і ящиком для інструментів у корпусі. Для збільшення продуктивності роботи опційно можлива доукомплектація гідравлічним патроном Ø160 мм.
Особливості токарного верстата з похилою станиною MAST MLS 360
- Міжцентрова відстань - 360 мм
- Довжина точіння - 260 мм
- Максимальний діаметр обробки над станиною - 400 мм
- Максимальний діаметр обробки над супортом - 126 мм
- Отвір шпинделя - 48 мм (опційно - 56 мм)
- Розмір патрона - 36 мм (опційно - 45 мм)
- Кріплення А2-5
- Серводвигун шпинделя GSK
- Система ЧПК SIEMENS SINUMERIK 808D PPU15
- Сенсорний екран з чітким, інтуїтивно зрозумілим інтерфейсом
- Підтримка CAM-програм
- Можливість створення програм без складних G-кодів
- Системи корекцій і компенсацій
- Бібліотека готових циклів
- Пам’ять програм
- Діагностика помилок і несправностей
- Серводвигуни SIEMENS по осях X і Z
- Кулькові гвинти і лінійні напрямні по осях X та Z
- Хід по осі Х - 350 мм, по осі Z - 400 мм
- Діапазон подач (X, Z) - 1-6000 мм/хв
- Прискорене переміщення (X, Z) - 20 м/хв
- Лінійна система зміни інструменту
- Розмір різців - 20х20 мм
- Електричні компоненти ТМ Schneider
- Теплообмінник для панелі керування
- Система охолодження ЗОР
- Похила на 45°, лита чавунна станина
- Розташований під кутом піддон для стружки
- Повністю закритий корпус
- Блокування дверей під час роботи
- Ящик для інструментів в корпусі
- Триколірний індикатор стану
- LED-освітлення
- Гідравлічний патрон Ø160 мм (опція)
- Габаритні розміри - 1920х1550х1650 мм
- Вага - 1700 кг.
Часті запитання
Більше дізнатися про токарні верстати такого типу можна з відповідей на запитання.
Чому професійні токарні верстати часто мають похилу станину?
Похила станина забезпечує кращий відвід стружки вниз, менше навантаження на напрямні, вищу жорсткість базової конструкції та зручніший доступ до зони різання. Це підвищує точність і довговічність верстата та стабільність роботи у серії.
Чим лінійна система інструменту в токарному верстаті краща за револьверну?
Лінійна система значно жорсткіша (немає поворотних вузлів), точніша за рахунок відсутності похибок індексації, надійніша завдяки мінімуму механіки та часто швидша у коротких циклах.
Чому на токарних верстатах з ЧПК майже завжди використовують серводвигуни?
Серводвигуни працюють у замкненому контурі з енкодерами, забезпечують високу точність і повторюваність, не пропускають кроки і дають плавний рух на малих подачах. Це критично для чистової обробки та стабільної серії.
Чим серводвигун шпинделя в токарному верстаті кращий за асинхронний?
Порівняно з асинхронним, серводвигун шпинделя має такі переваги:
- Повний крутний момент на низьких обертах
- Стабільність обертів під навантаженням
- Точне позиціонування шпинделя
- Швидкий розгін і зупинку.
Чому компактні токарні ЧПК верстати так багато важать?
Велика маса верстата гасить вібрації, зменшує деформації під навантаженням, підвищує стабільність розмірів деталей і дозволяє працювати на більших подачах.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}