Ваш заказ
В вашей корзине больше ничего нет




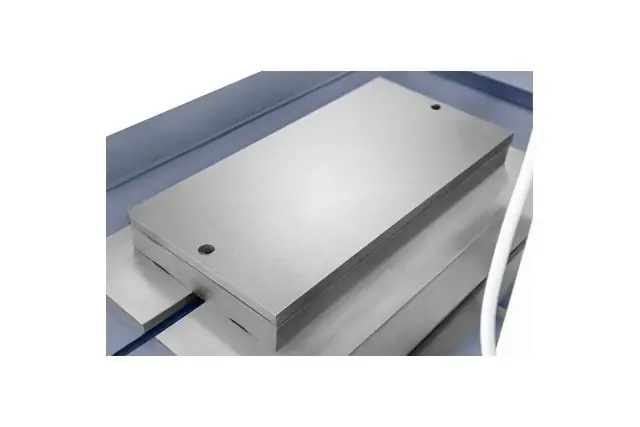





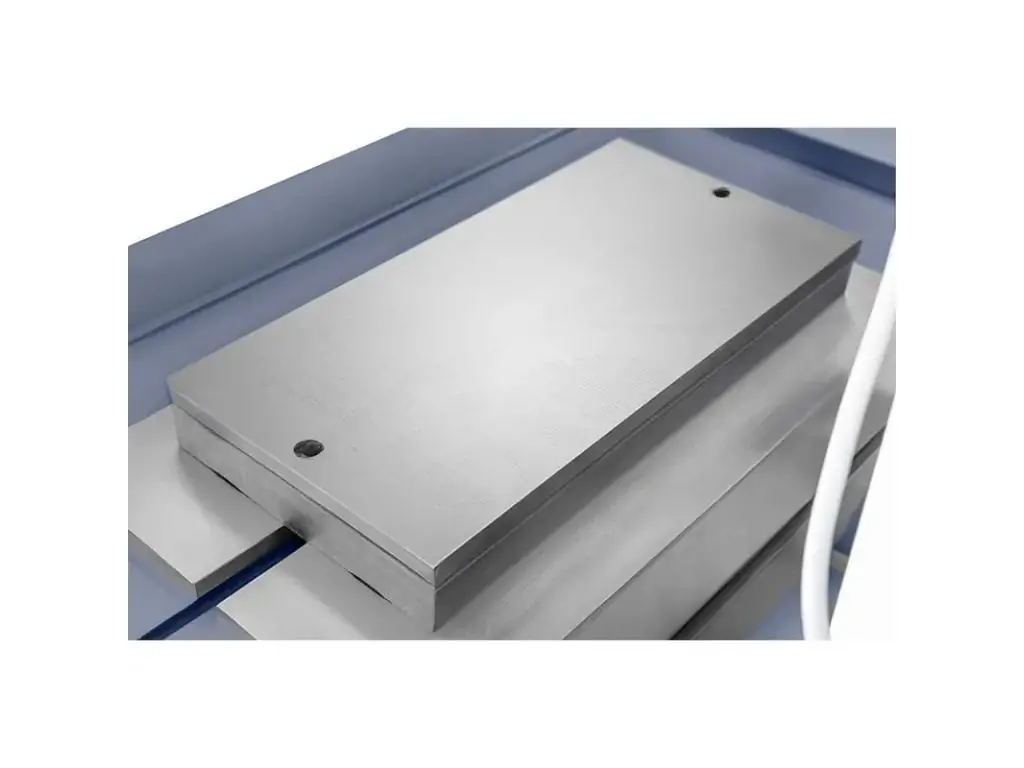
Плоскошлифовальный станок CORMAK MY820 (200x480) предназначен для точной шлифовки плоских поверхностей металлических деталей, доводки их параллельности, плоскости и чистоты поверхности. Оснащен магнитным столом размером 400x200 мм, обеспечивающим быструю и равномерную фиксацию заготовок без использования механических зажимов. Станок подходит для обработки небольших и среднего размера деталей.
Высокоточный шпиндель на прецизионных подшипниках класса P4, закаленные, прецизионно шлифованные направляющие и жесткая станина из литого чугуна позволяют достигать параллельности в пределах 0,005 мм на 300 мм. Вертикальная подача (ось Z) с ценой деления 0,01 мм обеспечивает точный контроль глубины снятия металла, а поперечная подача (ось Y) с ценой деления 0,02 мм – точный контроль шага шлифования. Продольное перемещение стола (ось X) осуществляется по высокоточным стальным шарикам, расположенным в закаленных V-образных пазах. Линейные направляющие качения обеспечивают плавное движение стола без люфтов. Высокоточная шкала позволяет четко контролировать позиционирование заготовки. Благодаря централизованной автоматической смазке направляющих, этот плоскошлифовальный станок по металлу сохраняет высокую точность весь период эксплуатации.
Особенности плоскошлифовального станка CORMAK MY820 (200x480)
- Мощность двигателя – 1,1 кВт (S1)
- Высокоточный, динамически сбалансированный шпиндель на прецизионных радиально-упорных подшипниках класса P4
- Скорость вращения шпинделя – 2850 об/мин
- Размеры шлифовального круга – 200х19х32 мм
- Расстояние от центра шпинделя до стола – 490 мм
- Магнитный стол размером 400x200 мм
- Ручные подачи с помощью крупных, эргономично размещенных маховиков
- Движение шлифовальной головки через прецизионную винтовую пару
- Цена деления вертикальной подачи (ось Z) – 0,01 мм (1,25 мм/об)
- Цена деления поперечной подачи (ось Y) – 0,02 мм (2,5 мм/об)
- Ход по оси Y – 220 мм
- Точное продольное перемещение стола (ось X) по четкой шкале
- Ход по оси Х – 530 мм
- Движение стола по высокоточным стальным шарикам, расположенным в закаленных V-образных пазах
- Линейные направляющие качения по оси Х
- Передача движения от маховика к столу через высокопрочный армированный зубчатый ремень
- Закаленные V-образные и плоские направляющие оси Y
- Направляющие "ласточкин хвост" по оси Z
- Усиленная вертикальная колонна с широкой базой
- Централизованная автоматическая система смазки направляющих
- Система охлаждения СОЖ
- Жесткая станина из литого чугуна
- Габаритные размеры – 1680x1140x1800 мм
- Вес – 800 кг.
Комплектация плоскошлифовального станка CORMAK MY820 (200x480)
В стандартную комплектацию входят:
- Магнитный стол
- Шлифовальный круг
- Фланец (оправка) для круга
- Система охлаждения
- Галогенное освещение.
Частые вопросы
Больше узнать о плоскошлифовальных станках для металла помогут ответы на вопросы.
Почему на многих плоскошлифовальных станках используются ручные подачи?
Ручные подачи более простые и надежные, имеют минимум люфтов и дают оператору максимальный контроль над снятием материала, что особенно важно при финишных проходах и достижении точности в сотых долях миллиметра.
Какую точность можно получить на плоскошлифовальном станке?
В зависимости от модели и настроек, можно достигать плоскостности и параллельности 0,01 мм и менее, шероховатости поверхности Ra 0,8-0,4 и лучше.
Почему станина плоскошлифовального станка обычно литая, а не сварная?
Литая чугунная станина обладает более высокими демпфирующими свойствами, лучше гасит вибрации и обеспечивает стабильность геометрии. Сварные конструкции проще и дешевле, но проигрывают в точности при финишном шлифовании.
Почему маховики подач плоскошлифовального станка всегда имеют большой диаметр?
Большой диаметр маховика позволяет растянуть шкалу лимба. Чем больше окружность, тем дальше друг от друга расположены метки микронов. Это позволяет оператору максимально точно контролировать движение без использования электроники.
Почему вертикальная подача плоскошлифовального станка обычно имеет меньший шаг, чем поперечная?
Вертикальная подача определяет глубину снятия слоя, поэтому она должна быть максимально точной во избежание перегрева и повреждения детали.

{kind=link}
{kind=link}
{kind=link}
{kind=link}