Ваше замовлення
У вашому кошику більше немає товарів














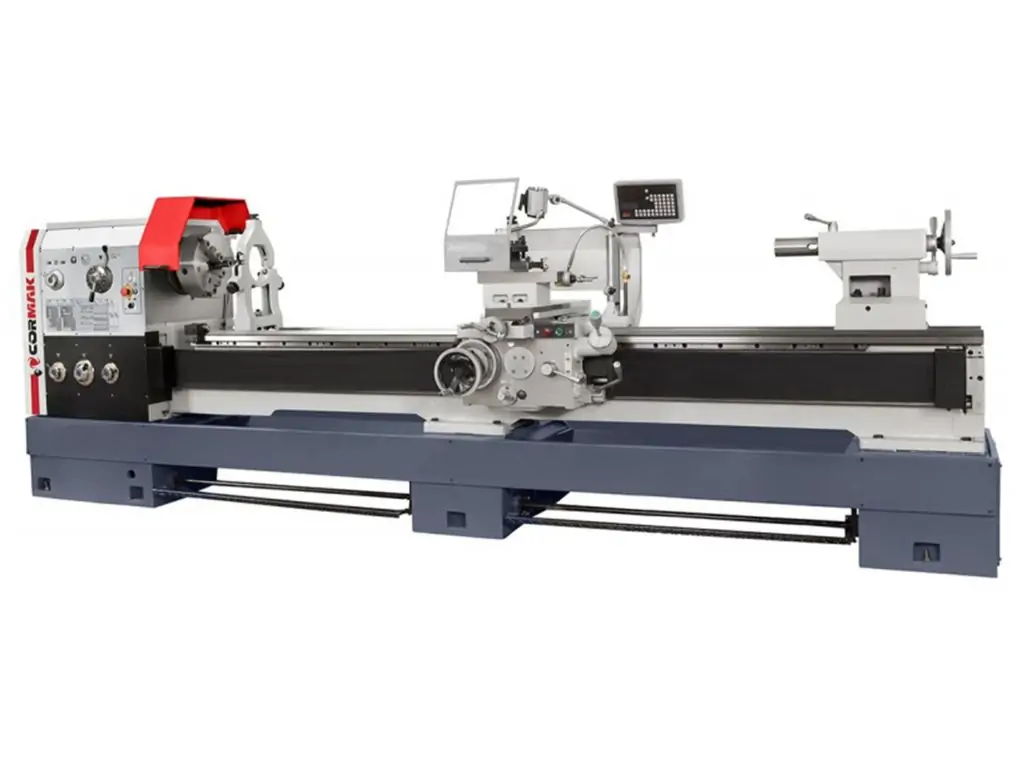
Універсальний токарний верстат CORMAK GOLIAT 660x4000 - це потужне промислове обладнання по металу, призначене для точіння внутрішніх і зовнішніх поверхонь циліндричних і конічних деталей, свердління, розгортання, зенкерування, підрізання торців та нарізання різних типів різьби. Завдяки відстані між центрами 4000 мм і отвору шпинделя 105 мм, дозволяє обробляти великі, довгі і важкі заготовки. Максимальний діаметр обробки над станиною становить 660 мм, над супортом - 420 мм. Знімна частини станини дає змогу працювати з деталями невеликої довжини діаметром до 870 мм.
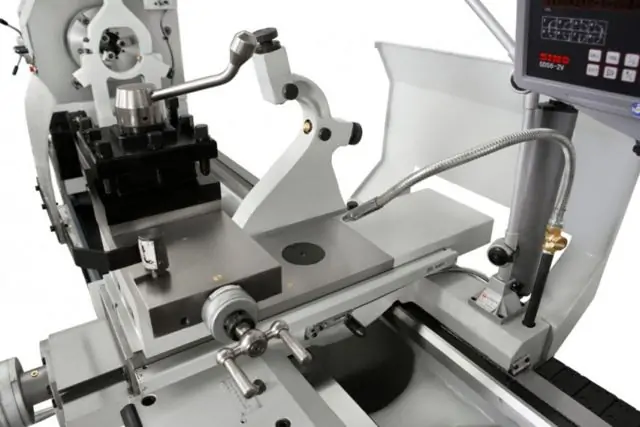
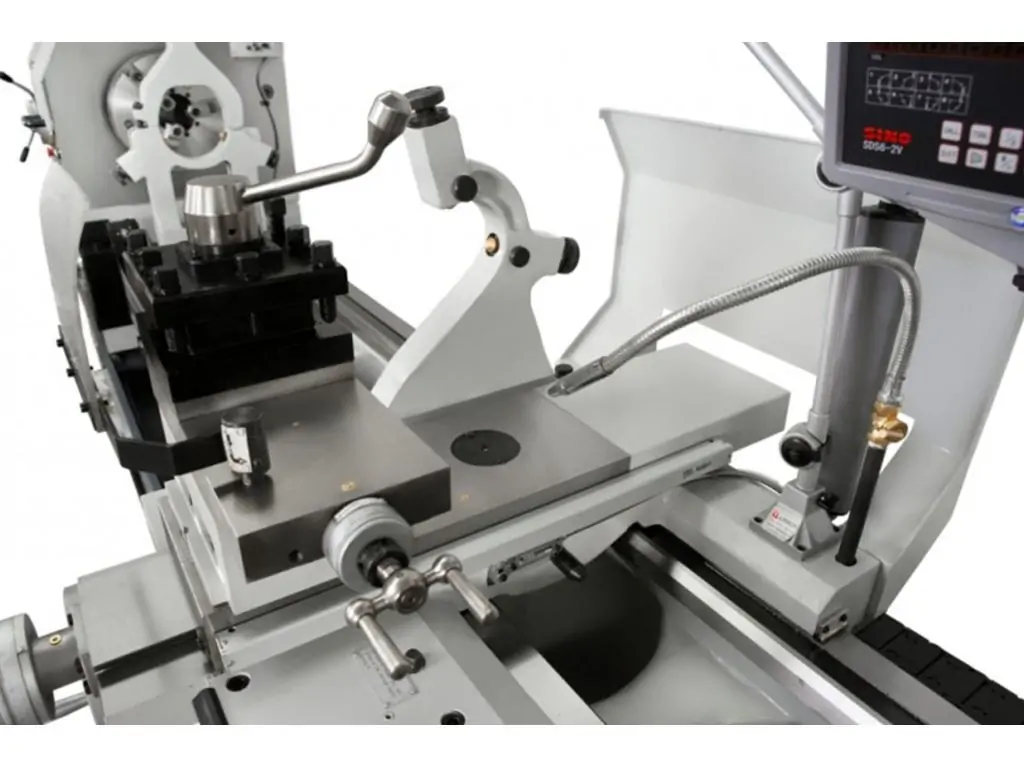
Потужність двигуна 7,5 кВт/ 9 кВт забезпечує ефективну роботу з твердими металами і зняття значного шару матеріалу за прохід. 12-ступенева коробка передач дозволяє регулювати швидкість обертання у діапазоні 25-1700 об/хв. Передача обертів від двигуна до шпинделя через редуктор забезпечує високий крутний момент на низьких обертах і стабільність обертів під навантаженням. Жорстка станина та масивний різцетримач під різці 25х25 мм роблять цей промисловий токарний верстат ідеальним вибором для важких завдань, а цифрова індикація по 3 осях забезпечує високу точність і максимальний контроль обробки.
Особливості універсального токарного верстата CORMAK GOLIAT 660x4000
- Відстань між центрами - 4000 мм
- Максимальний діаметр обробки над станиною - 660 мм
- Максимальний діаметр обробки над супортом - 420 мм
- Можливість обробки невеликих масивних деталей діаметром до 870 мм за рахунок знімної частини станини
- Довжина зазору - 240 мм
- Отвір шпинделя - 105 мм
- Конус шпинделя D1-8 CAMLOCK
- Прецизійні радіально-упорні підшипники шпинделя
- Промисловий двигун потужністю 7,5 кВт/ 9 кВт
- Редуктор у масляній ванні
- Сталеві шестерні з термообробкою
- 12-ступеневе регулювання обертів у діапазоні 25-1700 об/хв
- Хід поздовжнього супорта - 145 мм
- Хід поперечного супорта - 380 мм
- Швидкість поздовжньої подачі - 0,063-2,52 мм/об (65)
- Швидкість поперечної подачі - 0,027-1,07 мм/об (65)
- Швидка поздовжня подача - 4,5 м/хв
- Швидка поперечна подача - 1,9 м/хв
- Двигун швидкої подачі потужністю 250 Вт
- Коробка подач з ручним перемиканням
- Реверс подач і шпинделя
- Масивний різцетримач під різці 25х25 мм
- Конус пінолі задньої бабки МК5
- Хід пінолі - 150 мм
- Поперечний хід задньої бабки - ±15 мм
- Механізм точного центрування задньої бабки
- Крок ходового гвинта - 12 мм
- Нарізання метричної, дюймової, модульної і D.P. різьб у широкому діапазоні
- Індикатор різьби
- Прямий вибір різьби без зміни шестерень
- Цифрова індикація по 3 осях
- Система охолодження ЗОР з насосом 60 Вт (25 л/хв)
- Індукційно загартовані напрямні
- Лита чавунна станина високої жорсткості
- Вага 5200 кг.
Комплектація універсального токарного верстата CORMAK GOLIAT 660x4000
Верстат поставляється у такій стандартній комплектації:
- 3-х кулачковий патрон
- 4-х кулачковий патрон
- Планшайба
- Нерухомий люнет
- Рухомий люнет
- Пристрої цифрової індикації для 3 осей
- Шпиндельна перехідна втулка
- Нерухомий центр
- Система охолодження
- Галогенне освітлення 24 В
- Різьбовказівник
- Комплект інструментів.
Часті запитання
Відповіді на часті запитання дадуть більше інформації про промислові токарні верстати.
Чому важкі токарні верстати завжди мають редукторну передачу, а не ремінну?
Редукторна передача забезпечує величезний крутний момент на малих обертах — саме це дозволяє обробляти великі фланці, диски та довгі вали без просідання обертів. Ремінний привід не здатний передати таку потужність без просковзування чи втрат. Також редуктор підвищує жорсткість і стабільність різання, що критично для різьбонарізання та глибоких проходів.
Що таке швидка подача супорта і для чого вона потрібна у токарному верстаті?
Швидка подача — це прискорене переміщення супорта без різання, яке використовується для підведення інструмента, повернення супорта та прискорення допоміжних рухів. На довгому верстаті це суттєво економить час.
Які переваги централізованої ручної системи змащування супорта на токарному верстаті?
Централізована ручна система змащування — це стандарт для важких токарних верстатів, який забезпечує ряд переваг:
- Мастило подається рівномірно у всі критичні точки
- Не потрібно змащувати кожну точку окремо
- Оператор точно знає, коли супорт змащений.
Чому важливо мати цифрову індикацію на важкому токарному верстаті?
Через велику довжину ходів супорта та поперечних переміщень ручні лімби стають незручними. Цифрова індикація показує реальні переміщення з точністю до 0,01 мм, що економить час, зменшує брак і підвищує зручність роботи.
Чому важкі токарні верстати обов’язково мають механізм реверсу подач?
Це потрібно для нарізання лівих різьб та безпечного повернення супорта у початкову точку при роботі у глибині деталі. Без реверсу потрібно було б від’єднувати півгайку, що при різьбонарізанні часто недопустимо.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}